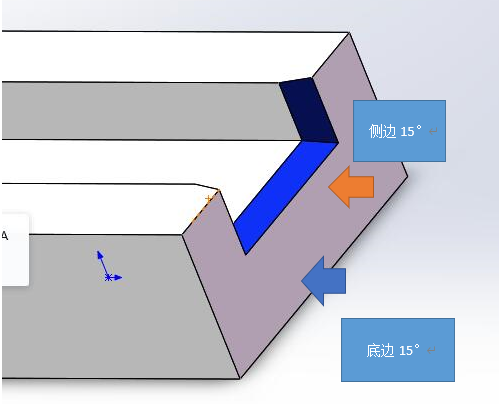
在零件加工中,我们经常会遇到各种复合角度的零件,尤其在一些零件上的槽特征处,经常会出现复合导入角度。如下图所示:
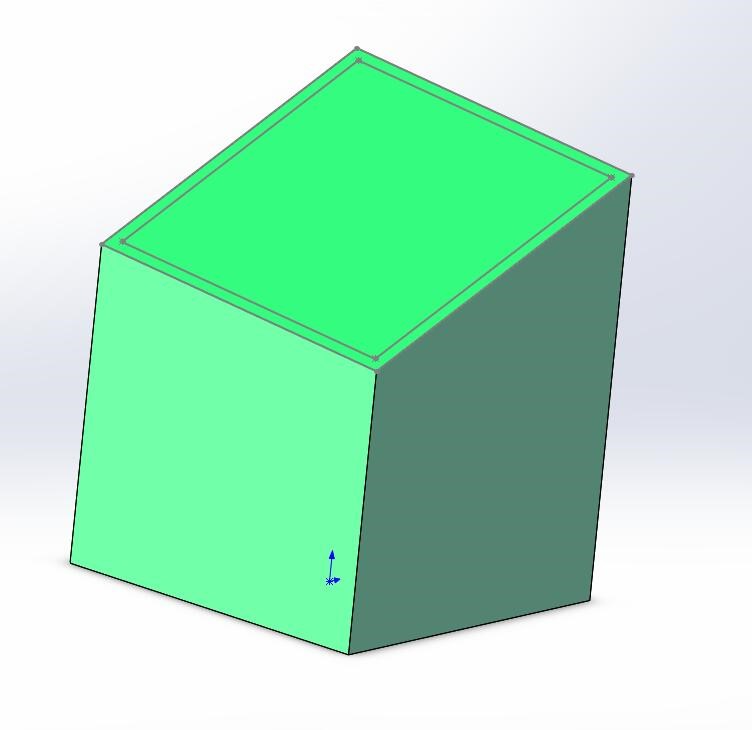
还有一些平面复合角度零件如下图:
上面这种带公差的复合角度由于公差比较小,而在加工过程中又没法在线测量,给很多现场操作技工带来困扰。很多时候技工都会以不好测量为理由直接拒绝加工。而在实际加工中这样的零件难度指数只能算一般。等你掌握了方法其实很简单。
下面我就这两个比较典型的复合角度的零件来讲讲工艺安排和测量。
像第一个导入角的加工,我相信很多朋友都是采用以下表格来进行加工的。
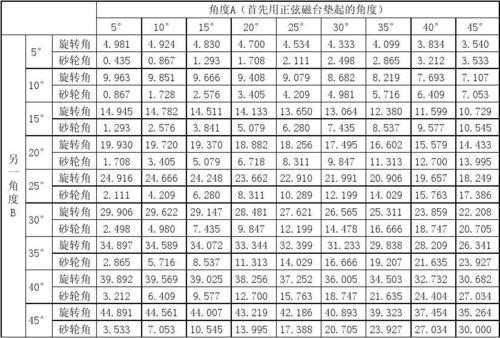
这张表格里面基本包含了常用的复合角度参数,因为大部分导入角度的设计都采用5°、10°、15°、30°等整数的设计居多。
所以以上表格基本满足使用,不需要自己去计算,拿双边导入角度15°为例来说明加工装夹和刀具选用。由上表格可以查到参数:旋转角度14.133.刀具(砂轮)角度为5.079.在加工中,采用正玄虎钳或者正玄磁台,先调好一个15°角度。(正玄工具的使用这里不再介绍),然后把正玄工具沿X轴摆14.133°,磨一把5.079°的刀具就可一次加工好导入角的一边。另外一边调转180°装夹就可以完成,不再细说。
我们重点来说第二张图:
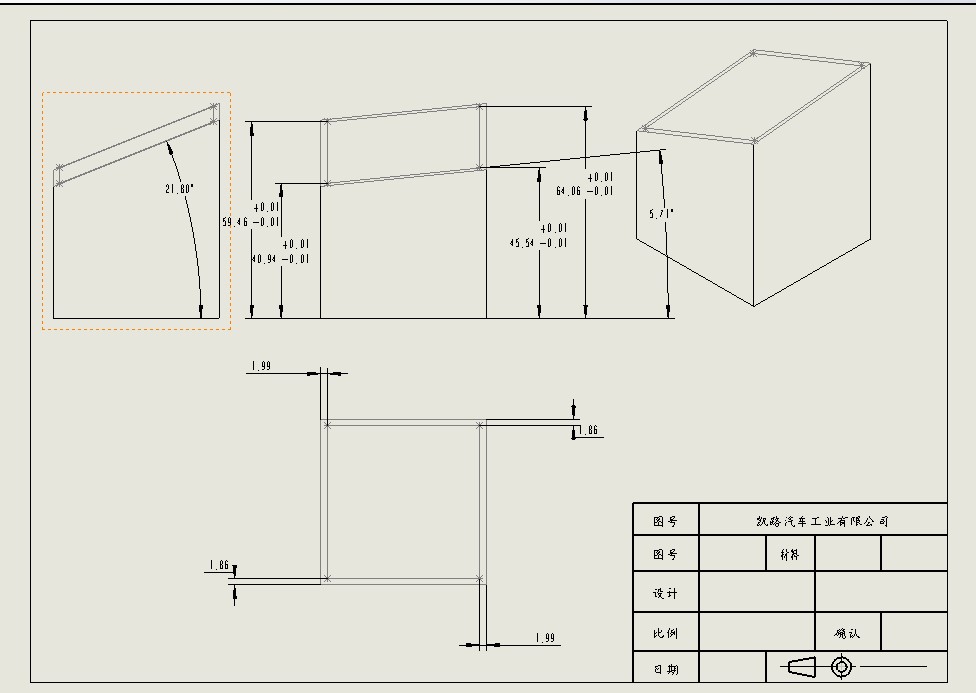
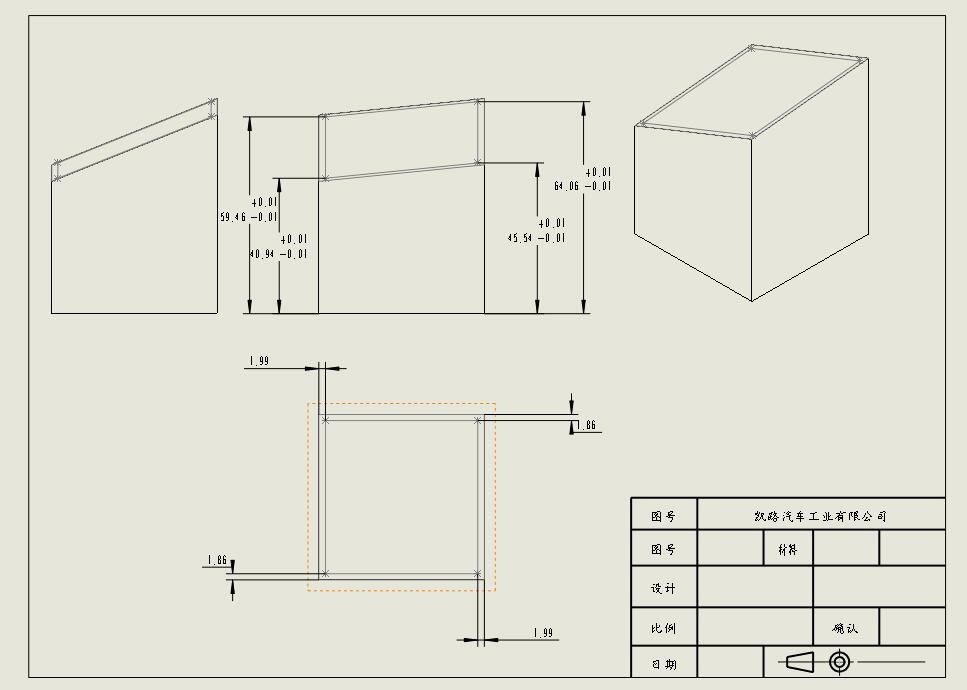
这种精度高角度不是标准角度的加工。通过上图的两个角度标注怎样来选择正玄工具的角度,如果直接按图面的两个角度来使用双正弦工具的话做出来的产品肯定报废,不可能达到图纸要求的。我们在加工中需要求出装夹后的实际角度。
上图中已知两个角度:20.60°、5.71°,最少需要求出实际装夹中的一个隐形角度。
公式如下:
Tanαn=tanα*cosβ代入公式
tanαn=tan20.60°*cos5.71°计算结果查函数表可以得到。计算的结果值就是使用正玄工具的实际角度值。第一个角度摆这个计算结果的角度,第二个角度摆5.71°。这样可以摆到图纸要求的角度。
在实际加工中,这个角度摆好后,先检查产品余量,上机试磨,见光后下机测量角度与图纸的实际要求是否一致,然后测量出实际余量,按余量加工到数即可。
不懂余量与实际下刀量计算的朋友,可以用最简单直接的方法。见光后的余量在重复定位的基础上再磨0.1,然后再下机三次元测量实际值,用原来的余量和实际余量来除,就可以知道下0.1后实际尺寸的变化,就可以推算出现有余量还需下刀量多少了。
朋友们,你学会了吗?