产品更新后,旧品还能这样用?
做机加工行业的朋友或多或少都有库存,有些库存是备用的消耗品,有些库存是报废的材料,还有些库存是产品更新替代,用不上了的老产品。不管是哪个行业大量的库存都是不良的表现,流动资金因为库存变得越来越少,所以能控制库存就能控制企业的生命线。 客户A是我们的老客户了,一直都有合作,之前客户在我们这下了一批环规订单我们 发货给了他们,但是最近客户又给我们下了一批环规的订单,需要按新的规格再加工一
做机加工行业的朋友或多或少都有库存,有些库存是备用的消耗品,有些库存是报废的材料,还有些库存是产品更新替代,用不上了的老产品。不管是哪个行业大量的库存都是不良的表现,流动资金因为库存变得越来越少,所以能控制库存就能控制企业的生命线。 客户A是我们的老客户了,一直都有合作,之前客户在我们这下了一批环规订单我们 发货给了他们,但是最近客户又给我们下了一批环规的订单,需要按新的规格再加工一
机加工行业面临着成本不断上升的局面,而我们的客户也在不断的跟我们讲预算,因此,该怎么办?材料费用上涨,人工成本上涨,这些我们没有办法去控制,而且在这方面我们也没有理由去降低,我们要做的就是工艺优化,减少加工成本是我们要走的路。 工艺的优化才是解决为客户创造收益的路,在这条路上我们一直稳步前行。以下这个案例是我们富士冲头团队的一个关于优化工艺来为客户降低成本的一个案例,希望能够帮助大家。希望在工艺优
在2016年11月份的时候,我们精机事业部发生了一次重大的品质不良事件。这个不良事件不仅仅让我们损失了超过10万元的金钱上面的一个损失,更大的问题是给客户带来了很多的一些麻烦与不便。 最终,让客户也对我们的这种信任度也大打折扣,所以我们想通过本段视频把这个事情的一些前因后果呈现出来,就做成一个引以为戒的教材,让更多的一些同事和机加工的一些朋友能够引以为戒。
2016年12月26日早上8点10分,这个早会是2016年的最后一个早会,也是迎接2017年崭新开始的一个早会,深圳总部的伙伴们都整齐的站立在大厅的两旁,由于我们的采购,技术和品管都去了东莞新工厂,总部这边的人突然变少了很多,我想这个离开他们的早会,大家都会非常想念他们吧!新工厂的开始一定是非常忙绿的,年关的这段时间也是非常辛苦,我代表SZK的伙伴向DGK的伙伴说一声:“兄弟姐妹们,辛苦了!” 不
日前(2016年12月19日)深圳敬天爱人投资企业合伙企业(有限合伙)正式落户深圳前海,取得深圳市场监督管理局登记的工商营业执照。 敬天爱人合伙企业是华能精密12位员工共同出资设立的企业,是公司面向员工的股权激励平台。敬天爱人合伙企业将成为华能精密东莞工厂和够力拉防眩光玻璃技术公司的出资人股东。 华能精密希望通过为员工设立股权激励平台,更健康更合理地进行集团企业股权架构组建,为员工
冲压模具是在冲压生产过程中必备的工艺设备,对提高产品的质量、延长产品寿命、提高生产效率有决定性作用。然而,由于冲压模具在生产过程中由于经常磨损而失去工作尺寸,导致很难满足生产需求。因此,提高冲压模具的使用寿命很关键,下面几点告诉你如何提高冲压模具使用寿命。 一、正确选择冲压模具材料 不同的冲压模具材料具有不同的强度、韧性和耐磨性。在一定的条件下使用高级材料就能使耐用度提高好几倍。因此,为提高冲压模
D先生以前在某大型日资企业供职多年,所以积累了不少的日资客户。自己创业后,前期做过机械零件加工,后面最终转型做了五金冲压。 认识他缘于微博,当时有好友转发他发的博文,一看是工业品同行,于是互粉了对方。几次互动后,相互留下了手机号。因为他的工厂离我们工厂不远,所以我特意找了个合适的时间与他实现了O2O。 聊天中得知D先生做主要做折弯冲压加工,深拉伸冲压自己工厂对应不了,但是经常也有客户询问。刚好我们
冲压模具是在冲压生产过程中必备的工艺设备,对提高产品的质量、延长产品寿命、提高生产效率有决定性作用。然而,由于冲压模具在生产过程中由于经常磨损而失去工作尺寸,导致很难满足生产需求。因此,提高冲压模具的使用寿命很关键,下面几点告诉你如何提高冲压模具使用寿命。 一、正确选择冲压模具材料 不同的冲压模具材料具有不同的强度、韧性和耐磨性。在一定的条件下使用高级材料就能使耐用度提高好几倍。因此,为提高冲压模
一次重大的不良事故,让我明白了遗漏了图纸上的任何信息,随时会埋下不良的隐患,造成重大不良。 身为营业,是一个订单的源头。为了避免因为不注意图纸的细节问题而导致等问题的出现,当好一个源头的作用,下定决心学习机械制图。 以下即为这一个月学习内容。 机械图纸类型及制图的大小,各种尺寸的标注及图纸上省略的简易画法,都是报价及加工需要考虑的因素。 初步学习了第一角法看图及第三角法
为什么说是最后一个"全体"早会分享呢,因为这场早会以后的下个星期,我们公司会有一半人搬迁到新的东莞工厂去工作生活,这也是我们最后的一个全员定价分享,当然我们深圳公司这边的早会分享也还是会继续的,不多说下面有请三个团队的队员进行分享。 深拉伸模具富士冲头郑静分享一张拿下的订单.这个客户在11月份几乎一张单都没有下.这个情况其实在这个客户身上并不反常,因为这个客户的下单并不连续,但是这个客户的要求非常
每到年底大家都是非常的忙碌,年度净利目标已经超于预期,小伙伴们却干劲十足,继续拼搏着,为今年画上圆满的句号。本月表彰大会看看有哪些表现优秀的小伙伴吧~ @蔡茂辉Cai 荣获了11月份创收提案“智多星”奖,蔡姐这个月在产品包装上下了很大的功夫,怎样给客户的产品安全满意的包装?这个大家要跟她学习一下喽。 富士冲头队总能用坚持不懈的努力,在创收提案中赢得一个奖项,11月份创收提案“金点
每年的11月开始华能精密都会进行年度总结及新年计划和预算,很多大招也都是在这个阶段放出来的。这篇文章要讲的这两件大事,虽然也和新年计划相关,却并不是在近期才“憋”出来的。但是,这两件事情对于公司未来的发展一定会产生非常深远的影响。到底是什么呢? 一,东莞长安新增工厂据点,聚焦汽车检具和汽车深拉伸模具设计加工。 通过从2014年开始的汽车产业聚焦战略,电子电气,半导体,家电消费品领域的业务占比进一步
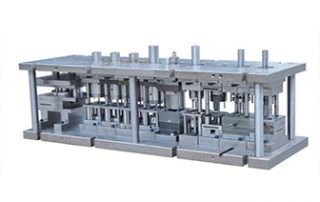
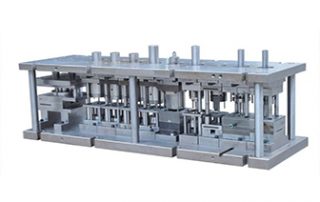
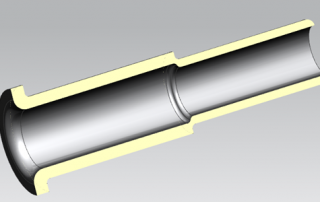
深拉伸模具的用途广泛大家都是知道的,可适用于各行各业,本篇文章就不老话重提了。咱们说说深拉伸模具的延伸使用。为什么要说是延伸使用呢,通俗点讲就是可以替代一些常规的加工方式。如下图这个产品。 此产品为滚轮轴,需要一定的强度,承受重力。可以通过车床加工做出来。但是产量大的话,车床产能效率就达不到需求。这时就可以通过深拉伸模具来生产这产品,如果用机械加工这个产品,一个的时间大概20分钟,而用深拉伸模具的
下面有请我们今天的三位主角进行订单分享: 富士冲头队长张丽萍分享:参加张老师电商交流年会的感受,每个人分享的都是干货,从各维度进行分析电商,如何更好的运用电商带来效益。还有针对不同客户以不同对待方式的采取,从性格色彩上分析客户的喜好性格。与客户沟通时采用的商务用语,接待客户的着装等等,无一不在细节上体现出营业人员的专业度。 风驰队的宁工代表他们队定价分享:11月份订单非常多,跟着定
冲压拉伸模具在工作过程中,经常会出现把产品拉伤的情况,一旦发生就要及时停止并找到原因和解决方案,下面就可以一起解析冲压拉伸模具拉伤原因及解决方案的知识。 1、工件与模具之间:在模具与成形材料之间加一层PVC之类的薄膜,有时也可以解决工件的拉伤问题。对于生产线通过机构可以达到连续供给薄膜,而对于周期生产的冲压设备,每生产一件工件需加一张薄膜,影响生产效率,此方法一般成本也很高,还会生产大