日本知名企业还没开发成功的零件,为什么凯路汽车也敢挑战?
去年年中的时候,中国还笼罩在疫情的阴影中。虽然基本上都复工复产,但大多数企事业还是很难。特别是我们这种外贸型企业,订单极速减少。公司虽然极时调整策略,应对眼前危机。但业绩的不断下滑还是让公司面临很大的现金流压力。一天营业发了一份报价,并介绍是日本知名企业通过我们网站的一些案例认可我们技术主动找上来的。 听说是知名大公司找上门那么看得起我们,一刻都不敢怠慢马上评估。可看到
去年年中的时候,中国还笼罩在疫情的阴影中。虽然基本上都复工复产,但大多数企事业还是很难。特别是我们这种外贸型企业,订单极速减少。公司虽然极时调整策略,应对眼前危机。但业绩的不断下滑还是让公司面临很大的现金流压力。一天营业发了一份报价,并介绍是日本知名企业通过我们网站的一些案例认可我们技术主动找上来的。 听说是知名大公司找上门那么看得起我们,一刻都不敢怠慢马上评估。可看到
工艺工程师必须具备的技能和在生产过程中需要发挥的重要作用 打铁打了二十多年了,从最开始进入机械加工行业的冲针加工,到刀具加工,到五金模具加工,到塑胶模具加工,到夹具治具的零件加工,再到自动化设备制造加工。一直没有认真的总结过,后面这些年不管是做机架车间主管,做工艺工程师,再到设计部工艺主管,其实一直没有离开过打铁的现实。今天来做一个小小的总结吧。 1,良好的工艺能力,当我们拿到一张机械零件加工图纸
模具就是一个模型,按照这个模型做出产品来 .模具已经在我们生活当中起了不可替代的作用,我们的生活用品大部分离不开模具,如,电脑,电话机,传真机,键盘,杯子等等这些塑胶制品就不用说了,没有模具是做不出来的.另外像汽车和摩托发动机的外罩也是用模具做出来的,光一个汽车各种各样的模具就要用到2万多个.所以说现代生活模具的作用不可替代.而塑胶模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式模具的简称
经常被问到,模具拿过来是不是就可以冲出良品,冲压是大批量零件成型生产实用工艺之一。在冲压生产过程中,模具出现的问题最多,它是整个冲压生产要素中最重要的因素。直接影响到生产效率和成本。影响到产品的交货周期。模具问题主要集中在模具损坏、产品质量缺陷和模具的刃磨方面,它们长期困扰着行业生产。只有正确处理这几个关键点。冲压生产才能够顺利进行,这也是调模技术所在。 把模具拉过去,换了环境换了调模师傅经常会出
在长期连续冲压过程中,冲压模具的主要工作零件,包括凹模、凸模、侧刃、冲头、废料切刀等刃口件和带不同模腔的成形凸、凹模,都会因自然破损、意外损外、偶发事故等,使连模模无法正常运作,不能冲制出合格的冲压品,从而中断生产,必须结合模具维修现场存在的问题对冲压模具进行原因分析、改善对策并适当修理。 模具工作零件加上表面质量的优劣对于模具的耐磨性、抗断裂能力及抗粘着能力等有着十分密切的关系,直
在制造业高速发展的今天,如何降低模具开发周期长、成本高的问题,成为大家追求的一个新目标。 富士冲将从产品设计、生产工艺及模具制造方面分别说明如何控制成本及周期。 产品设计 板材选择 在满足整车强度要求的前提下,企业应尽量采用市场上较为常见、成熟的技术。例如,我公司一款前防撞梁内板制件材料选用瑞典刀口料DOCO860,因板材强度很高按照一般工艺开发的模具成形后开口回弹达8mm,弧度回弹达15mm。
经常被问到,模具拿过来是不是就可以冲出良品,冲压是大批量零件成型生产实用工艺之一。在冲压生产过程中,模具出现的问题最多,它是整个冲压生产要素中最重要的因素。直接影响到生产效率和成本。影响到产品的交货周期。模具问题主要集中在模具损坏、产品质量缺陷和模具的刃磨方面,它们长期困扰着行业生产。只有正确处理这几个关键点。冲压生产才能够顺利进行,这也是调模技术所在。 把模具拉过去,换了环境换了调模师傅经常会出
在日常生活中我们所见的产品很多都是五金冲压件,大到飞机汽车,小到别针都是五金冲压件,五金冲压件有哪些常见的问题呢?小编带你一起来看看! 五金冲压件加工的常见问题及原因 1.毛刺:冲孔或切边角过程中不完全留有余料,钢板截断面下部位产生毛刺,以截断面为基准,毛刺高度为0.2mm以上时,发生的铁粉会损坏模具并产生凸凹。 2.凸凹:材质表面异常凸起或凹陷,是开卷线有异物(铁屑、灰尘)混入引起的。 3.辊子
五金冲压加工是目前应用广泛的金属加工方式,而五金冲压模具则是五金冲压件加工过程中最重要的工艺装备,关系着冲压件最终的产品使用性能和质量。为延长五金冲压模具的使用寿命和使用效果,就需要对五金冲压模具做好维护保养工作。 五金冲压模具的维护和保养方法 1、使用前要检查五金冲压模具状态是否完好,使用的冲压材料是否符合工艺图纸要求,防止由于原材料不符合要求而损坏模具,不能完成五金冲压件生产。 2、模具使用过
在汽车生产行业中,汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。 精密冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸
我们讲到五金冲压深拉伸加工方法,下面我们来具体介绍一下使用冲压设备进行五金冲压拉伸加工时的16种类型,由于信息量太大,小编分为上下两篇,希望大家能够多多指教。 1、圆筒拉伸工: 带凸缘(法兰)圆筒产品的拉伸。法兰与底部均为平面形状,圆筒侧壁为轴对称,在同一圆周上变形均匀分布,法兰上毛坯产生拉深变形。 2、椭圆拉伸加工: 法兰上毛坯的变形为拉伸变形,但变形量与变形比沿轮廓形状相应变化。曲率越大的部分
深拉伸冲压成型加工是利用模具将平板毛坯成形为开口空心零件的冲压加工方法。拉伸作为主要的冲压工序之一,应用广泛。用拉伸工艺可以制成圆筒形、矩形、阶梯形、球形、锥形、抛物线形及其他不规则形状的薄壁零件,如果与其他冲压成形工艺配合,还可制造形状更为复杂的零件。 使用冲压设备进行产品的拉伸成型加工,包括:拉伸加工、再拉伸加工、逆向拉伸以及变薄拉伸加工等。 拉伸加工:使用压板装置,利用凸模的冲压力,将平板材
五金模具设计中,经常会根据材质、板厚的不同,进行冲裁间隙的确定。合理间隙值的确定对冲裁达到较好的断面质量、较高的尺寸精度、提高模具寿命至关重要。 合理间隙指的是一个范围值:最小间隙---最大间隙。冲裁间隙是综合考虑各个因素的影响及产品对切断面要求来确定的。在具体设计模具时,根据工件和生产上的具体要求可按下列原则进行选取: (1)、当工件的断面质量没有严格要求时,为了提高模具寿命和减小冲裁力,可以选
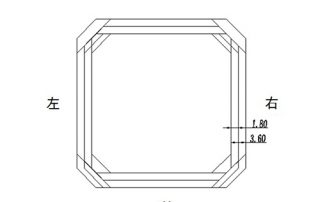
深拉伸产品(圆形/异形)在模具设计时,经常要运用旋切工艺将产品与废料分离。下面,具体用一个圆形拉伸件实例讲解如何具体进行旋切工艺设计。 实例参数: 产品壁厚0.8mm; 产品内径尺寸直径18.00; 产品高度尺寸55.00+0.02/-0.02; 产品拉伸体外壁不允许有台阶; 产品切断面要求平面。 实例一:圆形深拉伸产品旋切工艺设计 首先,我们需要确定旋切工艺的几个具体参数: 1.滑块前后左右的最
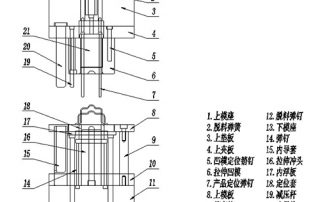
深拉伸模具在开发调模过程中,经常会遇到起皱、刮痕(产品外壁或内壁拉花)、拉破、壁厚不均(产品外壁呈现波浪形)、拉偏等等问题。然而拉偏又是上述问题中较难解决的一类,若在模具调试过程中碰到产品拉偏,往往令整个开发团队非常头痛。 造成产品拉偏的原因非常多,其中比较重要的一个原因往往是模具设计的结构不合理。那么,今天与大家分享一下:如何在设计初始防止产品拉偏。 如上图所示为模具拉开状态,我们来分析一下模具