冲压模具意外破损该怎么办?
在长期连续冲压过程中,冲压模具的主要工作零件,包括凹模、凸模、侧刃、冲头、废料切刀等刃口件和带不同模腔的成形凸、凹模,都会因自然破损、意外损外、偶发事故等,使连模模无法正常运作,不能冲制出合格的冲压品,从而中断生产,必须结合模具维修现场存在的问题对冲压模具进行原因分析、改善对策并适当修理。 模具工作零件加上表面质量的优劣对于模具的耐磨性、抗断裂能力及抗粘着能力等有着十分密切的关系,直
在长期连续冲压过程中,冲压模具的主要工作零件,包括凹模、凸模、侧刃、冲头、废料切刀等刃口件和带不同模腔的成形凸、凹模,都会因自然破损、意外损外、偶发事故等,使连模模无法正常运作,不能冲制出合格的冲压品,从而中断生产,必须结合模具维修现场存在的问题对冲压模具进行原因分析、改善对策并适当修理。 模具工作零件加上表面质量的优劣对于模具的耐磨性、抗断裂能力及抗粘着能力等有着十分密切的关系,直
富士冲是一家做五金冲压的的工厂。包括设计、加工、开模和生产。就目前己经开过的模具,累计起来至少有500套模具了。 所谓模具,就是有个东西能把形状固定下来,从而大批量加工生产这个形状的东西。具体有五金模具、塑胶模具、硅胶模具(室温单组份固化模具和热固化模具又不同)、压铸模具、挤出模具等等等等。 模具可以很简单,也可以很复杂,电机外壳用的模具算是所有模具里面公差要求或外观要求较高的模具,小的模具随随便
在制造业高速发展的今天,如何降低模具开发周期长、成本高的问题,成为大家追求的一个新目标。 富士冲将从产品设计、生产工艺及模具制造方面分别说明如何控制成本及周期。 产品设计 板材选择 在满足整车强度要求的前提下,企业应尽量采用市场上较为常见、成熟的技术。例如,我公司一款前防撞梁内板制件材料选用瑞典刀口料DOCO860,因板材强度很高按照一般工艺开发的模具成形后开口回弹达8mm,弧度回弹达15mm。
检具是一种用来测量和评价尺寸质量的专用检验设备。 在零件生产现场,通过检具实现对零件的在线检测,为此需要将零件准确地安装在检具上。然后通过目测或测量表或卡尺对零件周边进行检查。也可以借助检验销或目测对零件上不同性质的孔及零件与零件的联接位置进行目检。从而保证在试生产及起步生产时实现零件质量状态的快速判断。 在检具设计时对产品上的孔,一般是在检具上长出凸台对其进行检测。如下图: 而凸台的尺寸一般是做
最开始这个人是从网站上找到我们的,在这里给这个人简称A,通过一翻确认后,A带着他们技术部开发部一起来富士冲工厂来验厂,记得验厂那天双方聊得很开心,主要聊行业的现有做得好与不好的公司,说起以前的那些冲压厂,A和我们富士冲技术团队都感同身受,现在做冲压的很多,但是做深拉伸冲压的目前很少有。 A看完富士冲工厂后,拿出了来访时带来的样品,在深拉伸行业里有20多年经验的技术总监李总看了样品后发现这样的感慨:
众所周知,在机加工行业中,唯一的工作标准即为客户的图纸。我们按照客户图纸上的要求,安排工艺,走加工流程。一个产品, 在哪一步, 哪个工艺,会产生多少成本,都是基于产品的图纸要求。这时加工者就可以理直气壮的和客户讲我们的报价是合理的,产品价格就是要这么高,图纸什么样的要求,就报什么要求下相应的价格。 但是,当图纸上指定的加工方法相对于达到图纸要求来讲,价值过剩的情况下,我们完全可以在保证客户图纸要求
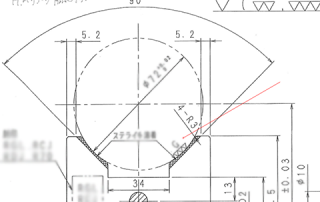
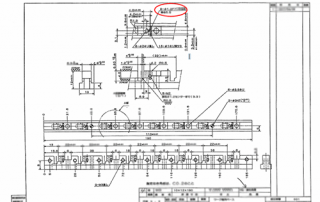
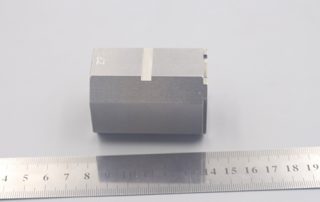
这是我们的VIP客户J05客户的询价图纸。 产品是SKD11材质,氮化处理,190*10*12mm的长板。 技术人员拿到图纸后研究发现,产品有8个φ1.2F7(+0.0016/+0.008)深5.5的精孔。通常我们会用高精度钻头来加工精孔。但是此产品是φ1.2F7(+0.0016/+0.008)的精孔,通常的情况下第一我们会用钻孔加工,但是就目前的加工资源来看,现有的钻孔做不了5.5那么深φ1.2
偶尔有客户对富士冲说,希望能用简易模具制作部份深拉伸样品。站在客户的角度,希望以最低的成本来制作样品,我们是能够理解的。但是,我们却不推荐用简易模具制作样品的方案。 如果只是一些平板类或是简单折弯类的零件,还真是可以通过制作简易模具来对应的。因为它对模具结构要求不高,模具零件材质也不用太在意。但是,涉及深拉伸冲压加工,用简易模具来制作样品就比较困难了,因为调试模具的成本可能比省下的模具费用还高,而
五金拉伸产品经常会涉及到侧冲孔制作,其中大部分侧冲孔毛边方向要求向拉伸壁内侧或未做要求(如图一),此类型侧冲相信拉伸模具设计同行们经常碰到,其模具结构及运动原理相对简单,在此不做过多涉及。 但是,侧冲孔要求毛边方向朝外,怎么冲呢? 其模具结构及运动原理又是怎样的呢? 在此,将我司之前模具设计中运用的工艺,在结构及运动原理上与大家分享一下,希望有兴趣的同行能够一起沟通、交流。 此款产品为汽车电机壳,
精密模具加工在实际加工过程中发现,以往使用固定轴铣时,如选择了UG 默认的圆弧插补方式,输出的PTP文件容量会较大,尤其是选择45度精加工。在预读能力稍差的机床上,如果使用较高的进给速度,工件表面会产生深浅不一的吃刀现象,使表面光洁度大为下降。在反复的实验中我们找出了一种合适的解决方法,选用了UG 提供的另一种圆弧插补方式,这种方式处理完后的ptp文件大为减小,使得机床的预读负荷减轻,能够轻松的在
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。这两个步骤是互相联系的,应进行综合分析。 工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。 拟定工艺路线的一般原则 1、先加工基准面 零件在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加
首先来说说不锈钢,它分为两大类,一类是有磁性的,一类是没有磁性的,对于有磁性的不锈钢来说加工外表面比较容易,直接在磨床的磁场中吸住,没有磁性的不锈钢呢,大部分采用制作夹具将期夹住,这样花费很高的成本及人力。 其实想要把没有磁性的不锈钢达到研磨后的光洁度,有很多办法。 不锈钢加工工艺是指凭着不锈钢的性能对不锈钢进行剪、折、弯、焊等机械加工最终得到工业生产所需的不锈钢制品的过程,在不锈钢加工的过程中需
模具配件广泛应用在制造领域,模具行业发展趋势主要是模具产品向着更大型、更精密、更复杂及更经济快速方面发展。分析模具零件必备的特性: 一.耐蚀性 有些模具如塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,加大其表面粗糙度,加剧磨损失效。 二.耐磨性 1.坯料在模具型腔中塑性变性时,沿型腔表面既流动又滑动,使型腔表面与坯料间产生剧烈的摩擦,从而导
在日常生活中我们所见的产品很多都是五金冲压件,大到飞机汽车,小到别针都是五金冲压件,五金冲压件有哪些特点及有哪些常见的问题呢?小编带你一起来看看! 五金冲压件的主要特点 1.五金冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 2.五金冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需
在日常生活中我们所见的产品很多都是五金冲压件,大到飞机汽车,小到别针都是五金冲压件,五金冲压件有哪些常见的问题呢?小编带你一起来看看! 五金冲压件加工的常见问题及原因 1.毛刺:冲孔或切边角过程中不完全留有余料,钢板截断面下部位产生毛刺,以截断面为基准,毛刺高度为0.2mm以上时,发生的铁粉会损坏模具并产生凸凹。 2.凸凹:材质表面异常凸起或凹陷,是开卷线有异物(铁屑、灰尘)混入引起的。 3.辊子